
Reglering av värmningsugnar
FOCS
Ugnsstyrsystemet FOCS-RF (Furnace Optimising Control System for Reheating Furnaces) har utvecklats vid SWERIM, Värmning och Bearbetningsteknik (VB) med stöd från dåvarande Styrelsen för Teknisk Utveckling (STU), Närings- och Teknikutvecklingsverket (NUTEK) och MEFOS-VBs huvudmän. Särskilt bör nämnas samarbetet med personal från SSAB Tunnplåt AB tillsammans med vilka tilläggsfunktioner utvecklades för bl.a. taktstyrning (val av dragningstakten med hänsyn till ugnens och valsverkets kapacitet) och adaption av ugnstemperaturen till mätt temperatur i valsverket.
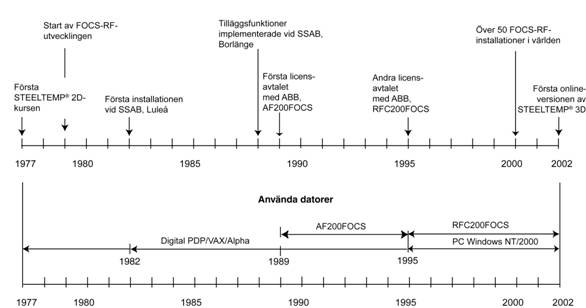
Utvecklingen av FOCS-RF startade 1979 och har pågått inom ett flertal projekt fram till dags dato. Under 1980-talet installerades ett FOCS-RF system i den svenska stålindustrin varje år. Ett första licensavtal tecknades 1989 med ABB Automation System AB om försäljning av systemet, benämnt AF200FOCS, implementerat i en ABB Master Piece 200. Ett andra licensavtal om försäljning av ett nytt system, benämnt RFC200FOCS, implementerat i en ABB Advant Controller tecknades 1995.
FOCS-BNF för satsvisa ugnar är baserad på den enkla värmningsmodellen i STEELTEMP® 2D för att prediktera värmningstiden och beräkna värmningsförloppet för smidesgöt värmda i vagnugnar. Systemet är installerat i fyra vagnugnar för värmning och homogenisering av göt med vikter upp till 45 ton i pressmedjan vid Uddeholm Tooling AB.
Totalt har ett 50-tal system sålts i världen av ABB och svenska systemleverantörer på licens från MEFOS. De flesta valsverksugnar i Skandinavien använder systemet idag. Styrsystemet ger en energibesparing på cirka 10 %, vilket innebär cirka 50 kWh per ton värmt stål. I Sverige, där cirka 4 miljoner ton ämnen värms per år, ger detta en besparing på 200 GWh/år. Årliga värdet på denna besparing uppgår till ungefär 50 miljoner kronor.
FOCS-RF
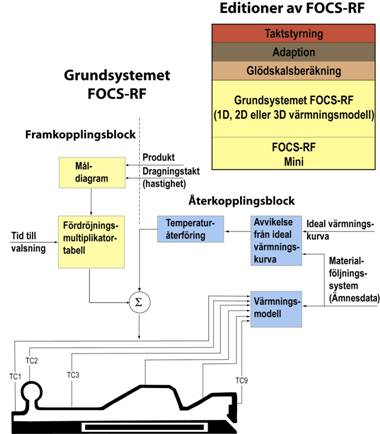
FOCS-RF är ett överordnat system för optimering av bränsleförbrukningen i valsverkens omvärmningsugnar, vilket styr börvärdena till ugnens olika reglerzoner baserat på givna värmningskurvor. Grundsystemet innehåller funktioner för materialföljning, bränsleoptimering och stilleståndsreglering samt programmerad upp- och nedkörning av ugnen. Bränsleoptimeringen och stilleståndsregleringen är uppbyggd av ett fram- och ett återkopplingsblock. Framkopplingsblocket består av måldiagram och fördröjningsmultiplikatortabell. Måldiagrammen utgörs av ett antal tabeller, en för varje produkt, vilka ger de primära optimala reglerzontemperaturerna som funktion av dragningstakten under stationära driftsförhållanden. Fördröjningsmultiplikatorena användes för att modifiera reglerzontemperaturerna vid ett stillestånd i valsverket. Multiplikatorernas storlek beror av tiden fram till nästa valsning. De lagras i tabellform på motsvarande sätt som måldiagrammen.
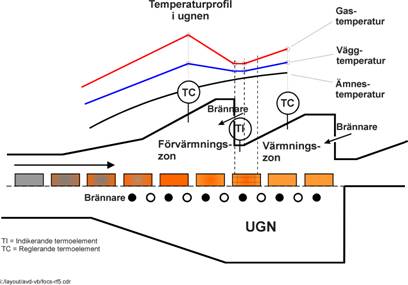
En värmningsmodell beräknar ämnenas värmningsförlopp utifrån data från materialföljningssystemet, mätta ugnstemperaturer och bränsleflöden, en geometrisk och termisk beskrivning av ugnen med mera. I värmningsmodellen kan nya mätpunkter för gas-, vägg- och valvtemperatur införas samt förekomst av mörk-, brännarzoner, olika ugnstemperaturprofiler och värmningsfall beaktas. Skillnaden mellan beräknat och idealt värmningsförlopp matas till temperaturåterföringen, vilket ger en finjustering av börvärdena till reglerzontemperaturerna. I nyare system är värmningsmodellen baserad på koden för den enkla värmningsmodellen i STEELTEMP® 2D.
Systemet FOCS-RF innehåller tilläggsfunktioner för:
Taktstyrning (val av dragningstakten med hänsyn till ugnens och valsverkets kapacitet).
Adaption av ugnstemperaturen till mätt temperatur/kraft/moment i valsverket.
Beräkning av mängden bildad glödskal på ämnena.
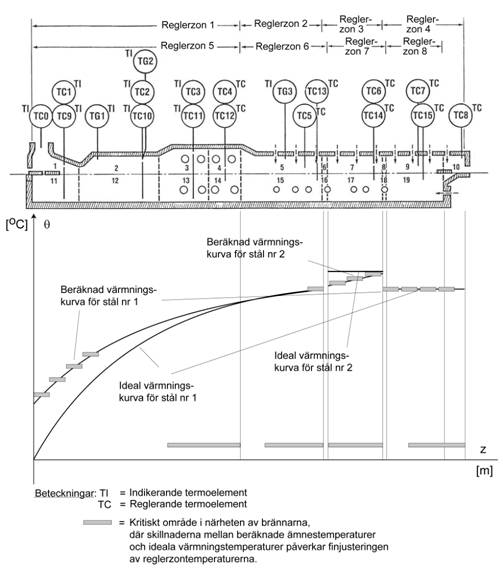
FOCS-RF är det första ugnsstyrsystem baserat på värmning enligt så kallade ideala värmningskurvor. Dessa kurvor utgör väsentlig indata till temperaturåterförings- och taktstyrningsfunktionen i FOCS-RF. Varje produkt i FOCS-RF har en uppsättning av ideala värmningskurvor relaterad till dragningstakten (hastigheten) för ämnena. Den ideala kurvan specificeras som ett promillevärde av måldragningstemperaturen som funktion av ugnslängden. Det aktuella värdet på temperaturen på den ideala kurvan erhålls genom att multiplicera måldragningstemperaturen för ett visst ämne med promillevärdet för den aktuella positionen.
Måldragningstemperaturen bestäms med hänsyn till ståltypen och överförs från materialföljningssystemet till ugnsstyrsystemet då ämnet chargeras i ugnen. Detta leder till individuella måldragningstemperaturer för ämnena, vilka inte alltid är lätta att träffa beroende på fysikaliska ugnsbegränsningar m.m. Värmning av ämnen med olika dimensioner och ståltyper, belägna intill varandra, kommer alltid att bli en kompromiss, se figuren nedan.
För många höghållfasta stål är tiden i omvärmningsugnen en viktig processparameter. Vissa av dessa stål behöver en minimitid över en viss gränstemperatur för att önskvärda metallurgiska omvandlingar till exempel upplösning av karbonitrider ska ske i materialet. Detta innebär att värmningsförloppet måste kunna beräknas noggrant. För SSAB Strip Products ingår dessa stål i viktiga mervärdesprodukter och utan ett FOCS-RF ugnsstyrsystem, som bland annat beräknar temperaturerna i ämnena, är det omöjligt att effektivt värma och valsa dessa stål.
STEELTEMP
STEELTEEMP® programmen finns i tre olika editioner, edition 2D för platta och runda produkter med finita-differens 2D lösningsteknik, edition GR för platta, ovala, plattovala, spetskantiga, fyrkantiga, runda, falskrunda och boxsformade produkter med finita-element lösningsteknik samt edition 3D för plattämnen med finita-element tredimensionell lösningsteknik enligt nedan:
STEELTEMP ® 2D för beräkning av temperaturer i rektangulära och cirkulära tvärsnitt vid gjutning, strippning, värmning, plattvalsning, friformsmidning och vattenkylning.
STEELTEMP ® GR för beräkning av temperaturförlopp i tvådimensionella tvärsnitt vid spårvalsning.
STEELTEMP ® 3D för tredimensionell beräkning av temperaturer och skenmärken på plattämnen värmda i valsverkens omvärmningsugnar.
Med hjälp av värmningsmodellerna i STEELTEMP® 2D kan ämnenas värmningsförlopp och mängden bildad glödskal på ämnena beräknas antingen från den givna ugnstemperaturen – den enkla värmningsmodellen – eller från den geometriska och termiska beskrivningen av ugnen, bränsle- och luftflöden med hjälp av den komplexa eller dynamiska värmningsmodellen. Denna programvara kan även användas för beräkning av måltemperaturer (primära optimala börvärden för ugnstemperaturerna) och kalibrering av värmningsmodellen i FOCS-RF-system.
Användningen av STEELTEMP® har medfört ökad kunskap och förståelse för stålindustrins värmeöverföringsprocesser vid universitet, forskningsinstitut och i industrin. STEELTEMP® har utgjort ett kritiskt verktyg vid planeringen och uppföljningen av stora investeringar i stålindustrin.